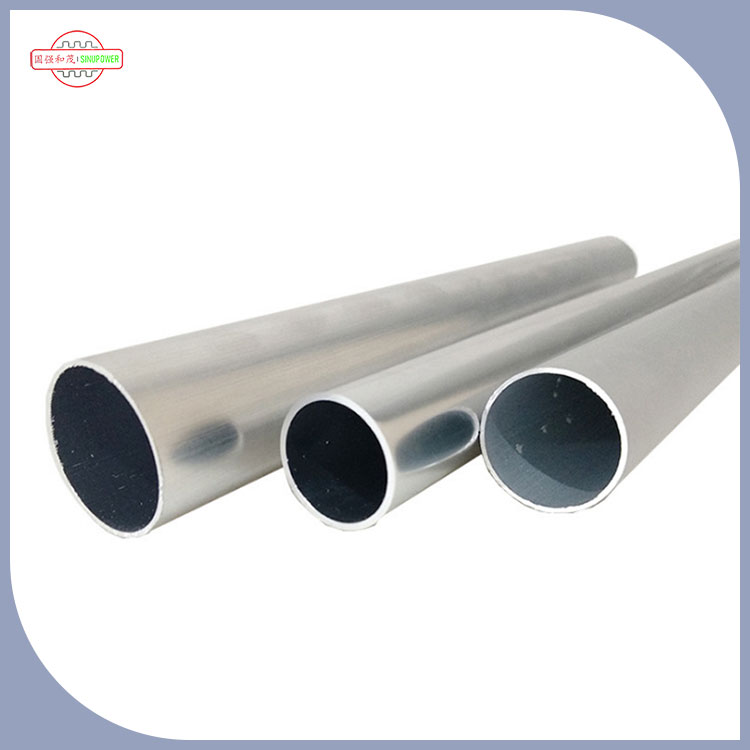

فلیٹ انڈاکار ٹیوبیںکراس سیکشن میں فلیٹ انڈاکار ہیں (لمبی محور 80-200 ملی میٹر ، مختصر محور 30-80 ملی میٹر) ، اور جب دائیں زاویوں کو کاٹنے کے وقت کراس سیکشن اسکیچینس اور ضرورت سے زیادہ بروں جیسے مسائل پیدا ہوتے ہیں۔ پیشہ ورانہ عمل اور ٹولز کو بعد میں ویلڈنگ یا اسمبلی کے معیار کو یقینی بنانے کے لئے عین مطابق پروسیسنگ کے حصول کے لئے ضروری ہے۔
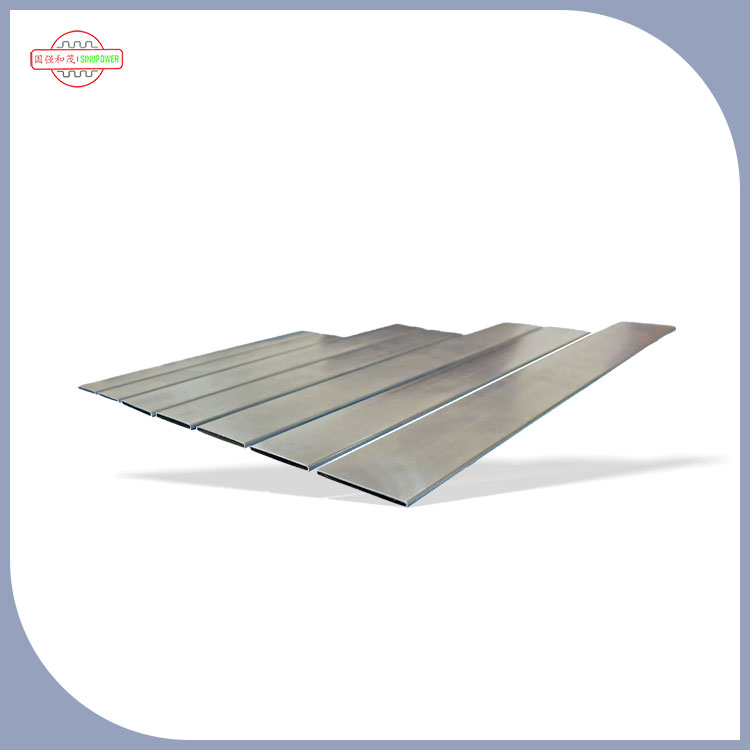
کاٹنے کی دشواری کراس سیکشنل خصوصیات پر مرکوز ہے۔ فلیٹ انڈاکار ٹیوبوں کی غیر متناسب ڈھانچہ روایتی ون سائز کے فٹ ہونے والے تمام طریقہ کار کی صحیح زاویہ کی درستگی کو یقینی بنانا مشکل بناتا ہے۔ اگر کاٹنے والا زاویہ انحراف 1 than سے زیادہ ہے تو ، بٹ مشترکہ خلا 0.5 ملی میٹر سے تجاوز کرے گا ، جس سے ویلڈنگ کی طاقت متاثر ہوگی۔ اس کے علاوہ ، جب ٹیوب دیوار کی موٹائی (عام طور پر 2-5 ملی میٹر) ناہموار ہوتی ہے تو ، مقامی حد سے زیادہ گرمی اور اخترتی ہونے کا خطرہ ہوتا ہے۔ خاص طور پر سٹینلیس سٹیل کے مواد کی پروسیسنگ میں ، اعلی درجہ حرارت آکسائڈ اسکیل کی تشکیل کا سبب بنے گا ، جس کے نتیجے میں پیسنے کی لاگت میں اضافہ ہوگا۔
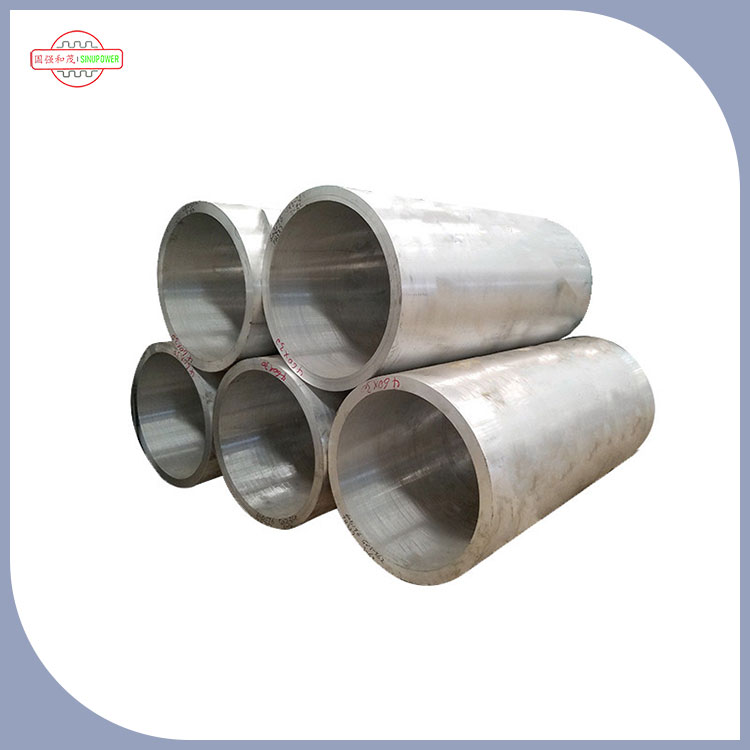
ٹول کے انتخاب کو مواد اور وضاحتوں سے ملنے کی ضرورت ہے۔ کم کاربن اسٹیل فلیٹ انڈاکار ٹیوبوں کے لئے ، پلازما کاٹنے (موجودہ 80-120a) کی سفارش کی جاتی ہے ، جس میں 10-15 ملی میٹر/سیکنڈ کی کاٹنے کی رفتار ہوتی ہے ، اور اس حصے کی عمودی غلطی کو 0.3 ملی میٹر/ایم کے اندر کنٹرول کیا جاسکتا ہے۔ سٹینلیس سٹیل کے مواد کے ل la ، لیزر کاٹنے (پاور 500-1000W) کو ترجیح دی جاتی ہے ، جو آپٹیکل فائبر کے ذریعہ منتقل ہونے والے اعلی توانائی کے لائٹ بیم کے ذریعہ کنٹیکٹ لیس پروسیسنگ کا احساس کرتا ہے ، جس میں گرمی سے متاثرہ زون <0.1 ملی میٹر کے ساتھ <0.1 ملی میٹر کے ساتھ ہوتا ہے۔ پتلی دیواروں والی نلیاں (موٹائی <3 ملی میٹر) CN 0.01 ملی میٹر کی درستگی کے ساتھ CNC تار کاٹنے کا استعمال کرسکتی ہیں ، جو صحت سے متعلق جزو پروسیسنگ کے لئے موزوں ہے۔
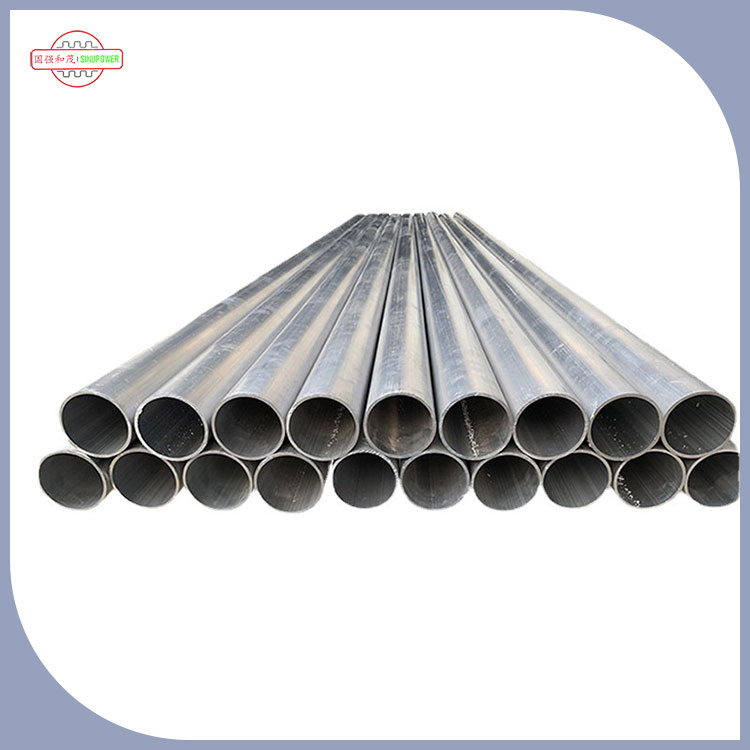
آپریشن کا عمل پوزیشننگ اور پیرامیٹر کی ترتیب پر مرکوز ہے۔ کاٹنے سے پہلے ، پائپ کی متعلقہ اشیاء کو فکسچر کے ذریعہ طے کرنے کی ضرورت ہے تاکہ یہ یقینی بنایا جاسکے کہ کاٹنے کی لکیر محور (انحراف ≤0.5 °) کے لئے کھڑا ہے ، اور خرابی کو روکنے کے لئے حقیقت کی کلیمپنگ فورس کو 5-10MPA پر کنٹرول کیا جاتا ہے۔ پلازما کاٹنے کے دوران ، نوزل کو پائپ کی دیوار سے 3-5 ملی میٹر دور رکھا جاتا ہے ، اور گیس کا دباؤ (ہوا یا نائٹروجن) کو آرک موڑ سے بچنے کے لئے 0.6-0.8mpa پر سیٹ کیا جاتا ہے۔ لیزر کاٹنے کو دیوار کی موٹائی کے مطابق فوکس کی پوزیشن کو ایڈجسٹ کرنے کی ضرورت ہے ، اور کاٹنے والے دخول کو بہتر بنانے کے لئے موٹی دیواروں والے پائپوں کی توجہ کو پائپ وال کے 1/3 پر ایڈجسٹ کیا جاتا ہے۔
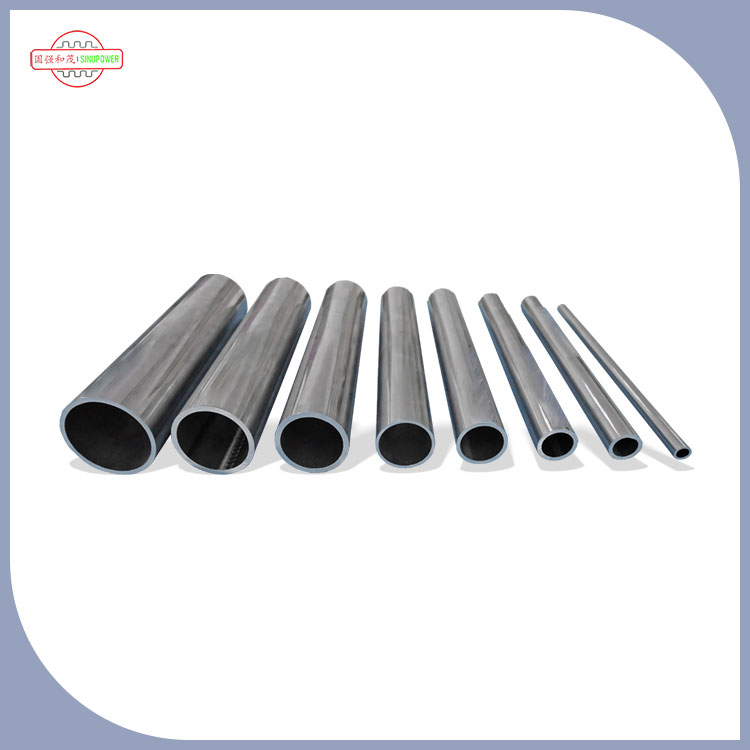
اس کے بعد کی پروسیسنگ حتمی معیار کو متاثر کرتی ہے۔ کاٹنے کے بعد ، ایک زاویہ گرائنڈر (120 گرٹ پیسنے والی پہیے کے ساتھ) کراس سیکشن کھردری راؤ 12.5μm بنانے کے لئے بروں کو دور کرنے کی ضرورت ہوتی ہے۔ کٹ پر زنگ آلودگی کو روکنے کے لئے سٹینلیس سٹیل کے پائپوں کو گزرنے کی ضرورت ہے (10-15 منٹ کے لئے نائٹرک ایسڈ حل میں ڈوبی)۔ اعلی صحت سے متعلق تقاضوں (جیسے آٹوموبائل راستہ پائپ اسمبلی) والے مناظر کے ل the ، صحیح زاویہ انحراف کو تین کوآرڈینیٹ پیمائش کرنے والے آلے کے ذریعہ تلاش کرنے کی ضرورت ہے تاکہ یہ یقینی بنایا جاسکے کہ یہ ± 0.1 ° کے رواداری کے معیار پر پورا اترتا ہے۔
f پر دائیں زاویوں کاٹنےلیٹ اوول ٹیوبیںآلات کی کارکردگی اور عمل کی تفصیلات دونوں پر غور کرنے کی ضرورت ہے۔ عین مطابق پوزیشننگ ، پیرامیٹر کی اصلاح اور اس کے نتیجے میں پروسیسنگ کے ذریعے ، ایک ہموار کراس سیکشن اور عین زاویہ پروسیسنگ اثر حاصل کیا جاسکتا ہے ، جس سے پائپ لائن کنکشن کی سگ ماہی اور ساختی طاقت کی بنیادی گارنٹی فراہم ہوتی ہے۔